三維創想的3D印表機 Ender 3 應該是最常見也最好入手的一台3D印表機,在國內相關修改文件卻很少,國外文件卻超級多,我來補一篇目前自己使用修改心得,以下就是我的 Ender 3 Pro 所升級的相關零件與列印零件,當然有些找不到適合零件,我會自己畫圖建模或修改現有的零件模型,已達到我的需求。
硬體升級清單:
1.BLV Ender 3 Pro 升級模組
2.X軸皮帶可調列印零件
3.Y軸皮帶可調列印零件
4.Z軸雙螺桿零件與列印零件
5.Z軸馬達固定列印零件
6.金屬擠出機零件
7.加熱床下的彈簧
8.四腳阻尼器列印零件
一、BLV Ender 3 Pro 升級模組
這是把 Ender 3 Pro 的滑輪升級成上銀滑軌,以穩定性與耐用度來說,是不錯的選擇,而且 BLV 的套件也比較完整,XYZ3軸都換上了滑軌,其它的套件都只有單一軸換滑軌,BLV 模組官網 組裝與設定上的問題可以到這裡看,組裝時需要一些對位小工具可以到 thingiverse 這裡下載列印。

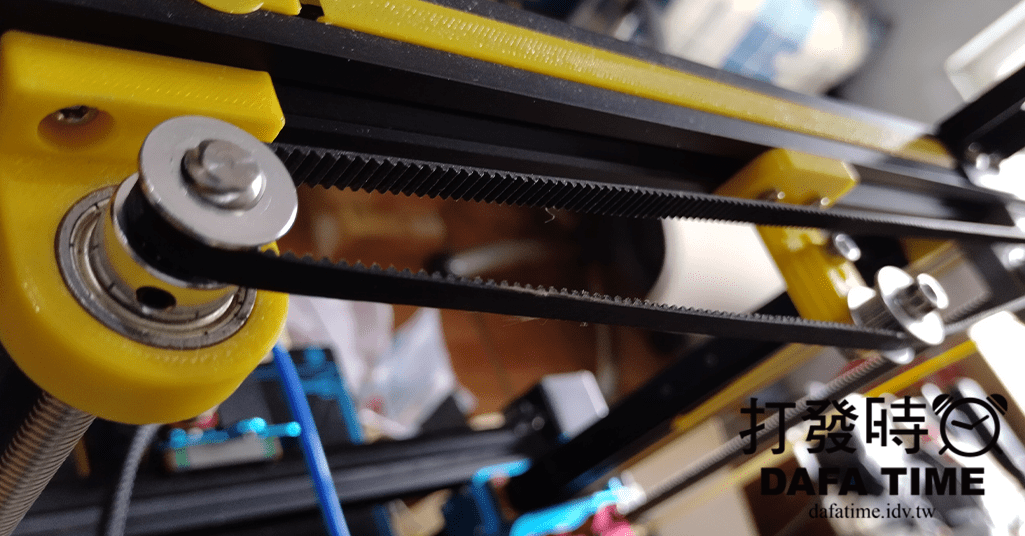
二、X軸皮帶可調列印零件
這個部位的零件有在賣金屬的,如過覺得麻煩可以直接花錢買,但我認為這部位的零件用列印的就很穩定,頂多是結構上或是密度上加強即可,不太需要花錢,在 Thingiverse 網站搜尋與在外國 YT 上介紹的,看起來是很炫,只是在結構上感覺有在不太妥當,因為列印絲流方向,使用久了有可能斷裂或脆化,於是我自己修改一個現成的列印零件,原本的零件使用上我的X軸皮帶都會往上方偏移,Ender 3 Pro – X & Y Belt Tensioners 其它零件與原來相同,使得打印方向改變與增加密度厚度讓零件結構強度增加,解決皮帶會往上方偏向問題,我的列印零件下載位址 Ender 3 pro x axsi housuing modify。



三、Y軸皮帶可調列印零件
這個列印零件結構上算紮實,Y axis tensioner – Ender 3 Pro 可在謀些部位加強密度增加結構強度。


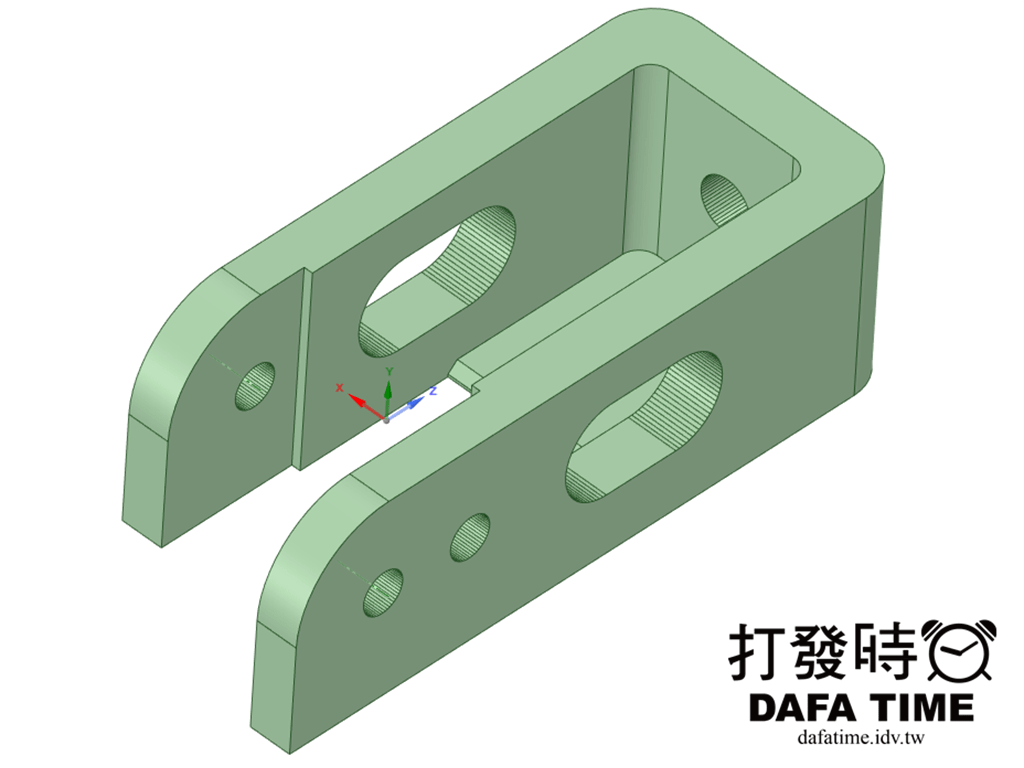
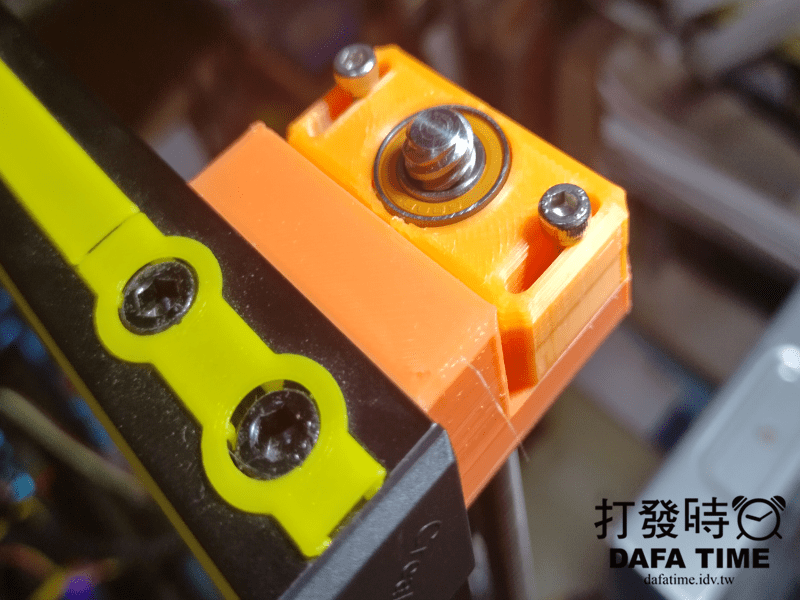
四、Z軸雙螺桿零件與列印零件
Eneder 3 Pro 的 z 軸只有一個馬達與螺桿,如果跟我一樣有裝 BVL 升級套件的人,右邊就空空的,看外國 YT 的作法是加一根螺桿和皮帶來連動可以少裝一顆馬達,我多買一根螺桿,皮帶買環形皮帶 610mm ,還有內徑8mm(608zz)的培齡和內徑 5mm 同步輪,列印零件需要 Ender 3 z axis Stabilizer 組裝起來如下圖片,當然如果不想太麻煩也可以直接買現成的,反正是價格問題,圖片連中間同步輪支撐架是我自己畫的,不用也沒差,等到皮帶鬆了再裝也可以,另一邊鏍桿下方沒有裝馬達固定可以列印 Dual Z axis bearing block 這個來安裝穩定鏍桿,這個列印零件用的培齡是內徑8mm外徑19mm裝起來如下圖。
*補充:Ender 3 Z Screw Top Bearing Block



補充:時光飛逝,目前已從單顆 Z 軸馬達畢業,今年換上了 BigTreeTech SKR Mini E3 V3.0 主機,裝上了兩個 Z 軸馬達,Z 軸上方的固定試著建一個可以調整的固定件😜,如下圖,至於連結整理好再上傳。
Ender 3 pro Z axis adjustable hold

五、Z軸馬達固定列印零件
這個 Ender 3 Z-axis nema 17 fixture (parametric) 比原本的官方附的結構還好,鎖四個螺絲,減少馬達晃動,造成 z 軸列印面不均的現象。


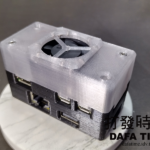
六、金屬擠出機零件
在網路上的金屬擠出機會看到有兩種,一種是與 Ender 3 Pro 依樣結構的金屬版如下右上圖,塑膠的擠出機長時間疲乏會有斷裂情況發生,再來就是比較高的結構的的金屬擠出機,我用的就是這種,這擠出機在外國 YT 測試擠出力比原本的結構好,缺點就是擠出機齒輪會與金屬上下磨擦產生削削,解決辦法把原本的齒輪螺絲換成半牙螺絲,全牙螺絲會造成齒輪有點歪斜,齒輪而磨到上下金屬,金屬部分上下也打磨一下.擠出機齒輪就不會碰到金屬。




擠出機換裝後記得要校正擠出機的設定值,因為齒輪不˙一樣了!而 Ender 3 Pro 擠出機的預設值是 93mm 我校正後的值是 138.4 噴頭溫度 210,依照網路上的資料來看,擠出機的設定值會以買的線材與噴頭溫度,會影響擠出機的設定高低,每家的線材最佳溫度都有點不太一樣,如果不想一值改設定值,就都用同一家的,數值比較不會差太多!
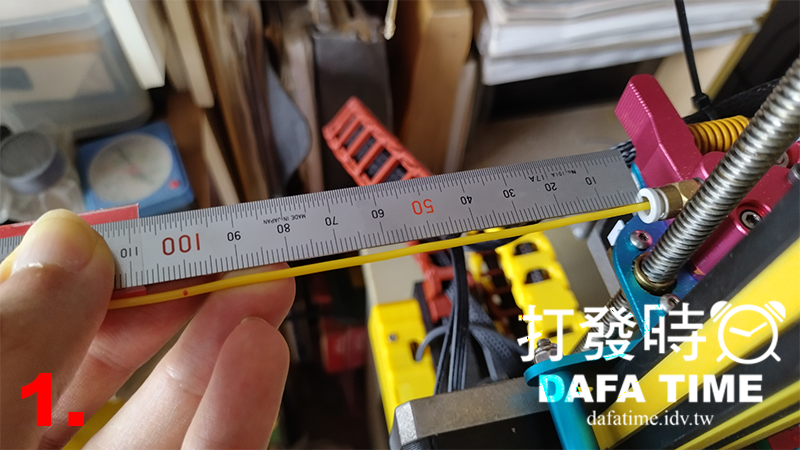
擠出機的校正公式:3D列印機原設定值 x 測試進料長度 ÷ 實際進料長度 = 修正數值,這裡應該有人看不懂,看到數學就不會,下面我已用 JS 寫了一個擠出機校正小程式方便運算出數值,只要輸入”剩餘長度”和”3D列印機原設定值”就可以算出答案!測試長度為100mm,答案取小數點第 2 位。
簡略描述:
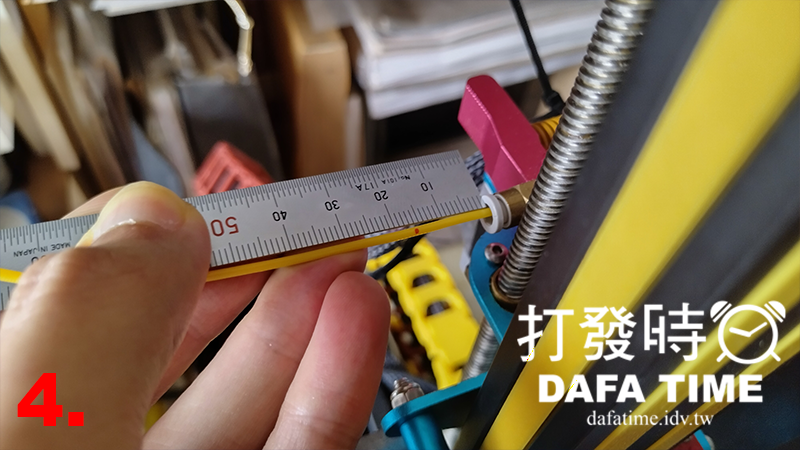
1.在擠出機前的線材用尺量 100mm 做個記號,3.在控制面板上操作進料 100mm 等待擠出機跑完,4.跑完後測量沒有進料的線材剩多少(16mm),5.把這個16mm長度輸入到”剩餘長度”的欄位,6.再把”3D列印機原設定值”94mm ,7.輸入94mm數值到3D列印機原設定值”就可以看到答案為111.9mm!8.再將擠出機的94mm,9.修改成111.9mm,10.設定好擠出機數值,11.修改完記得存檔,圖下方有流程選單中英文對照。


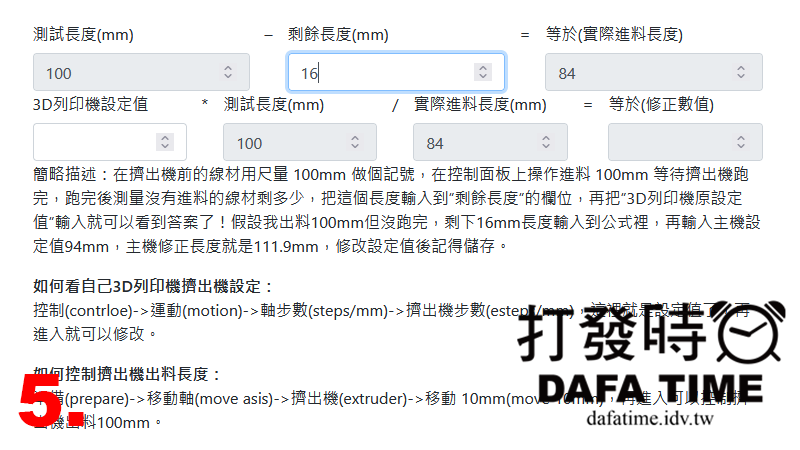





*擠出機在測試進料時,噴頭記得加熱(依你的線材最佳溫度去測),不然2.擠出機是不會動的!也不要傻傻的直接輸入我上面說明流程上的數值,你跟我使用的料與噴頭溫度不一樣,得到數值也會有出入。
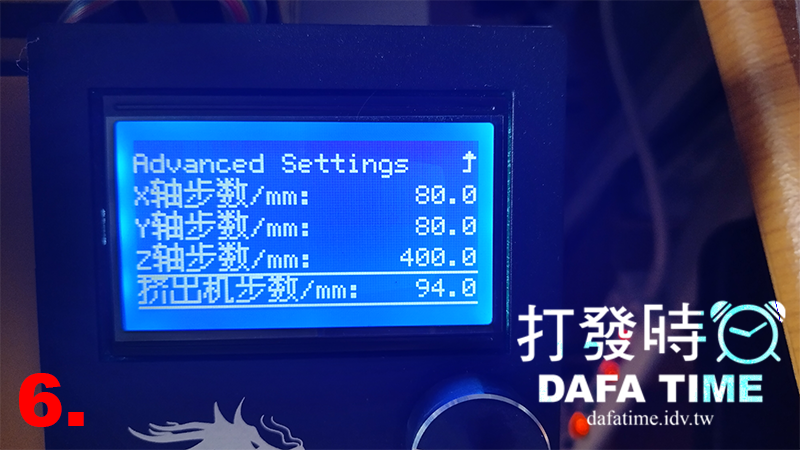
如何看自己3D列印機擠出機設定:
控制(contrloe)->運動(motion)->軸步數(steps/mm)->擠出機步數(esteps/mm),這裡就是設定值了,再進入就可以修改。
如何控制擠出機出料長度:
準備(prepare)->移動軸(move asis)->擠出機(extruder)->移動 10mm(move 10mm),再進入可以控制擠出機出料100mm。
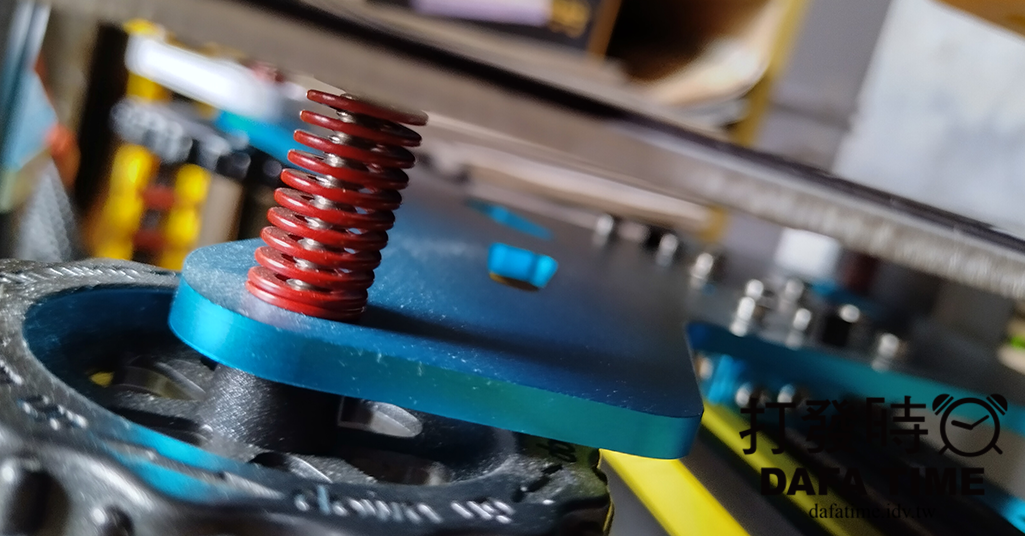
七、加熱床下的彈簧
這個應該大家都會換,目的是要讓平台可以比較平整,高低差可不要那麼大。
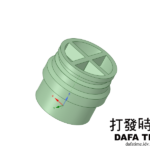
八、四腳阻尼器列印零件
就是把3D印表機墊高,減少主機在列印時產生的晃動,墊高也有好處,這樣機版的散熱比較好, Ender 3 Pro Dampening Feet 這個是我用過最久到目前我的四個阻尼四個腳還沒有斷裂個跡象,大家可以試試。


講到這裡也差不多了,這是我的 Ender 3 Pro 的所用的升級零件,目的是為了增加列印的穩定性,這樣才能印出不錯的物件,這些資訊希望對大家有幫助。
Ender 3 pro x axis housing adjustable